Ремонт и сервисное обслуживание автомобилей, двигателей и автоматических коробок передач
_____________________________________________________________________________
Базовые компоненты двигателя УАЗ-469, УАЗ-31512, 31514
На автомобили УАЗ-469, УАЗ-31512, 31514
устанавливаются соответственно двигатели УМЗ-451, УМЗ-417, 414
Двигатель автомобилей УАЗ (рис.1, 2) —
четырехцилиндровый, четырехтактный, верхнеклапанный, карбюраторный с
рядным
расположением цилиндров и жидкостным охлаждением.
На этом двигателе установлены производительный топливный насос типа Б8,
карбюратор типа К-129 и один полнопоточный масляный фильтр вместо
двух, устанавливаемых на двигателе УМЗ-451.
Кроме того, на двигателе применен ряд деталей, унифицированных с
двигателем ГАЗ-24. Все это позволило улучшить технико-экономические
показатели двигателя и поднять срок его службы до капитального ремонта
до 150 тыс. км.
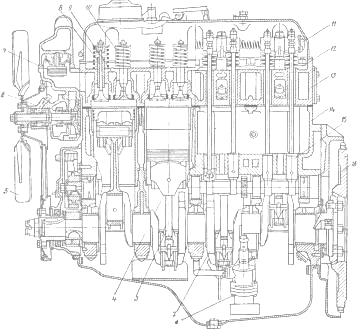
Рис.1. Двигатель УАЗ-469, УАЗ-31512, 3151 продольный разрез
1 — масляный насос; 2 — коленчатый вал; 3 — шатун; 4 — поршень; 5 —
вентилятор; 6 — водяной насос; 7 — термостат; 8 — выпускной клапан; 9 -
впускной клапан; 10 — пружина клапана; 11 — ось коромысел; 12— штанга
толкателя; 13 — головка блока цилиндров; 14 — блок цилиндров; 15 —
толкатель; 16 — маховик
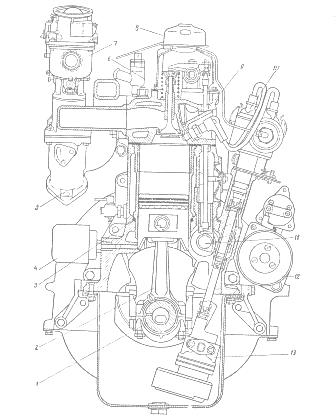
Рис.2. Двигатель УАЗ-469, УАЗ-31512, 31514 поперечный разрез
1-коленвал, 2-шатун, 3-поршень, 4-масляный фильтр, 5-выпускной
трубопровод; 6 — впускной клапан; 7 — карбюратор- 8 — фильтр вентиляции
картера;
9 - головка цилиндров; 10 — распределитель зажигания;
11-распределительный вал; 12 - стартер; 13 - масляный насос
Для уменьшения продольного перемещения двигателя от усилий, возникающих
при нажатии на педаль сцепления, и от инерционных сил, появляющихся
при торможении и разгоне автомобиля, двигатель соединен с рамой
специальной реактивной тягой.
Детали кривошипно-шатунного механизма двигателя УАЗ-469, УАЗ-31512,
31514
Блок цилиндров УАЗ-469, УАЗ-3151, 31514 и выполненная как одно целое с
ним верхняя часть картера двигателя отлиты из алюминиевого сплава
высокой прочности. Цилиндры выполнены легкосъемными мокрыми гильзами,
отлитыми из серого чугуна.
Для повышения износостойкости гильза в верхней части снабжена вставкой
из кислотоупорного чугуна. В блоке цилиндров выполнены сверленые
масляные каналы.
Главный масляный канал проходит по всей длине блока с правой стороны в
верхней части картера. Он сообщается пятью поперечными каналами с
подшипниками коленчатого и распределительного валов.
В картерной части блока цилиндров в поперечных
перегородках и в торцовых стенках расположено пять постелей коренных
подшипников коленчатого вала и пять опор шеек распределительного вала.
Крышки коренных подшипников невзаимозаменяемые. Опоры распредвала
расположены в верхней картерной части блока цилиндров с левой стороны. В
них запрессовываются втулки.
Головка блока цилиндров УАЗ-469, УАЗ-31514, 31512 — общая для всех
цилиндров, отлита из алюминиевого сплава.
Справа в ней размещены
впускные
и выпускные каналы, посередине — камеры сгорания, направляющие втулки и
седла клапанов и слева — отверстия для штанг толкателей и свечей
зажигания.
Впускные и выпускные каналы выполнены раздельно для каждого цилиндра.
Оси плоскоовальных камер сгорания несколько смещены вправо
относительно оси цилиндров, что обеспечивает завихрение рабочей смеси в
камере при такте сжатия и лучшее ее сгорание.
Подтяжку гаек головки блока цилиндров УАЗ-469, УАЗ-31512, 31514 (рис.3)
производить после обкатки автомобиля и через 1000 км пробега после
каждого снятия головки.
Во избежание коробления головки и для обеспечения надежного уплотнения
затяжку необходимо производить в два приема: предварительно с
небольшим усилием, а затем окончательно с моментом 7,3—7,8 кг/см.
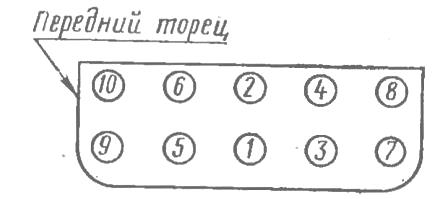
Рис.3. Порядок подтяжки гаек головки блока цилиндра УАЗ-469, УАЗ-31512,
31514
Затягивать следует плавно без рывков, одной рукой и без увеличения плеча
ключа. Затяжку необходимо производить только на холодном двигателе.
Удаление нагара с головки блока цилиндров, днищ поршней, головок и
стержней впускных клапанов.
Признаками появления отложений нагара служат перегревы и детонация
двигателя, а также падение мощности и увеличение расхода топлива.
Для удаления нагара необходимо снять головку блока цилиндров и удалить
нагар с помощью металлических скребков и щеток. При этом необходимо
принять меры к тому, чтобы нагар не попадал в зазоры между головками
поршней и цилиндрами.
Поршни двигателя УАЗ-469, УАЗ-3151, 31514 отлиты из алюминиевого
сплава.
На цилиндрической головке поршня имеются три канавки (рис.4):
две
верхних канавки служат для установки в них компрессионных колец, а
нижняя —для установки маслосъемного кольца.
В нижней канавке имеются две прорези для отвода в картер масла,
снимаемого кольцом со стенок цилиндра. Юбка поршня УАЗ-469 овальной
формы.
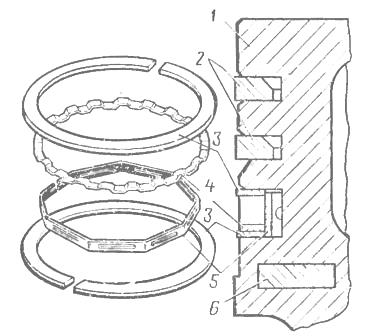
Рис.4. Установка колец на поршне двигателя УАЗ-469, УАЗ-31512, 31514
1 — поршень; 2 — компрессионные кольца; 3 — кольцевые диски; 4 —осевой
расширитель; 5 — радиальный расширитель; б — терморегулирующее
кольцо
Большая ось овала расположена в плоскости, перпендикулярной к плоскости
оси поршневого пальца.
Величина овальности — 0,4±0,01 мм. Кроме того,
юбка в верхней части имеет меньший диаметр, чем внизу на 0,01—0,02
(0,015 — предпочтительно) мм.
Для обеспечения работы поршня на непрогретом двигателе УАЗ-469,
УАЗ-31512, 31514 без стука в тело поршня, в месте перехода головки
поршня в
юбку, залито стальное терморегулирующее кольцо.
В средней части поршень имеет две бобышки с отверстиями диаметром
25-0,01 мм для поршневого пальца.
Ось этих отверстий смещена на 1,5 мм в
правую сторону (если смотреть по ходу автомобиля) от средней плоскости
поршня.
Поршневые кольца УАЗ-469, УАЗ-31514, 3151: два компрессионных и одно
маслосъемное. Компрессионные поршневые кольца имеют высоту 2,5 -0,012
мм.
Наружная поверхность верхнего компрессионного кольца покрыта
пористым хромом. Толщина покрытия — 0,08—0,13 мм. Наружная поверхность
нижнего компрессионного кольца —луженая.
Толщина слоя олова — 0,005—0,010 мм. На внутренней цилиндрической
поверхности обоих компрессионных колец предусмотрена коническая фаска,
которая при установке на поршень должна быть обращена в сторону днища
поршня.
После установки колец в цилиндр монтажный зазор в замке должен быть
0,3—0,5 мм.
Маслосъемное поршневое кольцо УАЗ-469, УАЗ-31512, 31514 составное. Оно
состоит из двух одинаковых кольцевых дисков толщиной 0,7 мм и шириной
3 мм, осевого и радиального расширителей.
Для уменьшения износа рабочая поверхность кольцевых дисков покрыта
твердым хромом. Толщина слоя хрома — 0,1 мм.
В радиальном расширителе 5
имеется девять продольных отверстий для отвода снимаемого с зеркала
цилиндра излишнего масла.
Поршневые пальцы УАЗ-469, УАЗ-31512, 31514 — плавающего типа,
пустотелые, изготовлены из углеродистой стали.
Наружный диаметр пальцев
— 25
мм, длина — 66 мм. Наружная поверхность пальцев закалена токами высокой
частоты на глубину 1 —1,5 мм.
Шатуны УАЗ-469, УАЗ-31512, 31514 — двутаврового сечения, стальные,
кованые. В верхние неразъемные головки шатунов запрессованы тонкостенные
втулки, изготовленные из оловянистой бронзы.
Для смазки поршневого пальца в верхней головке шатуна и во втулке
имеется круглое отверстие. Нижняя головка шатуна выполнена разъемной.
В
нижней головке шатуна (и во вкладыше) предусмотрено отверстие диаметром
1,5 мм, через которое подается смазка на стенки цилиндра и на кулачки
распределительного вала.
Коленвал УАЗ-469, УАЗ-31512, 31514 — пятиопорный, отлит из магниевого
чугуна. Передний конец коленчатого вала УАЗ-469 уплотняется
самоподжимным резиновым сальником 16 (рис.5), запрессованным в крышку
распределительных шестерен.
Осевые усилия коленвала воспринимаются передним упорным подшипником
через две упорные шайбы 10 и 11, изготовленные из стальной, залитой
баббитом ленты.
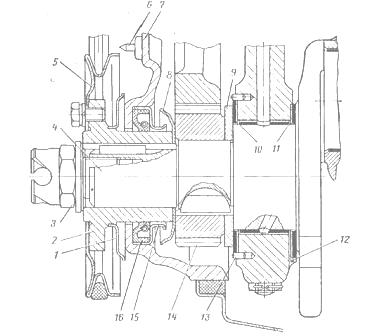
Рис.5. Передний конец коленвала УАЗ-469, УАЗ-31512, 31514, установленный
в двигателе
1—-пылеотражатель; 2 — ступица шкива; 3 — храповик; 4 — коленчатый вал;
5 —шкив; 6 —штифт; 7 — крышка распределительных шестерен; 8 —
маслоотражательная шайба; 9 — упорная шайба; 10— передняя упорная шайба;
11 — задняя упорная шайба; 12 — выступ; 13 — фиксирующий штифт; 14
— шестерня; 15 — корпус сальника; 16 — сальник
Величина осевого зазора в упорном подшипнике составляет 0,075—0,175 мм.
Достигается она подбором упорных шайб соответствующей толщины.
Коренные и шатунные шейки коленвала отлиты полыми. Полости в шатунных
шейках герметически закрыты разьбовыми пробками.
Задний конец коленчатого вала УАЗ-469, УАЗ-31512, 31514 уплотняется
сальником, состоящим из двух полуколец, изготовленных из пропитанного
графитом асбестового шнура, закладываемых в обоймы.
Коренные и шатунные подшипники коленчатого вала снабжены тонкостенными взаимозаменяемыми вкладышами,
изготовленными из малоуглеродистой стальной ленты, залитой баббитом.
Общая толщина вкладыша коренных 2,25 и шатунных подшипников 1,7 мм.
В каждый подшипник устанавливается по два вкладыша. На одном из стыков
каждого вкладыша имеется фиксирующий выступ, который, входя в пазы
постели блока или шатунов, исключает возможность осевого перемещения и
проворачивания вкладыша в постели.
Маховик коленчатого вала отлит из серого чугуна. Для пуска двигателя
стартером на маховик напрессован стальной зубчатый обод.
Ремонт коленвала двигателя УАЗ-469, УАЗ-3151, 31514
Ремонт коленчатого вала УАЗ-469, УАЗ-31512, 31514 заключается в
перешлифовке коренных и шатунных шеек под новые ремонтные размеры
комплектов шатунных и коренных вкладышей, выпускаемых в запасные части.
Радиальные зазоры в шатунных и коренных подшипниках коленвала должны
быть соответственно в пределах 0,026—0,077 и 0,026—0,083 мм.
Перешлифовывают шейки с допуском 0,013 мм. Так, при перешлифовке шеек
вала под первые ремонтные комплекты вкладышей размеры шатунных и
коренных шеек должны соответственно находиться в пределах 57,750—57,737
и 63,750—63,737 мм.
Ремонтный размер шатунных шеек коленвала может
не совпадать с ремонтным размером коренных шеек, но все шатунные и
все коренные шейки следует перешлифовать под один ремонтный размер.
Фаски и отверстия переднего и заднего концов коленвала не пригодны для
установки вала в центре шлифовального станка.
Для этого необходимо
сделать съемные центра-стаканы: передний центр напрессовывают на шейку
диаметром 38 мм, а задний центрируют по наружному диаметру фланца (122
мм) вала и крепят к нему болтами.
При изготовлении переходных центров следует обеспечить концентричность
центрового отверстия с установочным отверстием.
При несоблюдении этого
условия нельзя обеспечить необходимой концентричности посадочных мест
маховика и шестерни к осям коренных шеек.
При шлифовке шатунных шеек коленвал УАЗ-469, УАЗ-31512, 31514
устанавливают по дополнительным центрам, соосным осям шатунных шеек. При
шлифовке шатунных шеек следует остерегаться затрагивания шлифовальным
кругом боковых поверхностей шеек.
В противном случае осевой зазор шатунов будет чрезмерно велик и шатуны
будут стучать. Радиус перехода к боковой поверхности выдерживать в
пределах 1,2—2 мм.
Шероховатость поверхности шеек коленвала после
обработки должна быть не более 0,32 мкм.
Шлифование ведут с обильным охлаждением эмульсией. В процессе шлифовки
необходимо выдерживать:
- расстояние между осями коренных и шатунных шеек в пределах 46±0,05 мм;
- овальность и конусность шеек не более 0,01 мм; угловое расположение шатунных шеек в пределах ±0°10';
- не параллельность осей шатунных шеек с осью коренных шеек не более 0,012 мм на всей длине шатунной шейки;
- биение (при установке вала крайними
коренными шейками на призмы) средних коренных шеек не более 0,02 мм,
шейки под распределительную шестерню до 0,03 мм, а шеек под ступицу
шкива и задний сальник до 0,04 мм.
После шлифовки шеек коленвал УАЗ-469, УАЗ-31512, 31514 промывают, а
масляные каналы очищают от абразивов и смолистых отложений. Пробки
грязеуловителей при этом вывертывают.
После очистки грязеуловителей и каналов вновь завертывают пробки на
место и кернят каждую из них для предотвращения самопроизвольного
вывертывания.
Очищать масляные каналы следует и при эксплуатационном ремонте
двигателя, когда коленвал вынимают из блока.
После ремонта коленчатый
вал
собирать рекомендуется с тем маховиком и сцеплением, которые стояли на
нем до ремонта.
Устанавливать при этом сцепление на маховик УАЗ-469, УАЗ-31512, 31514
следует по заводским меткам «0», нанесенным на обеих деталях одна против
другой около одного из болтов крепления кожуха сцепления к маховику.
Перед установкой на двигатель коленчатый вал подвергают динамической
балансировке.
Предварительно необходимо сцентрировать ведомый диск сцепления.
Дисбаланс устраняют высверливанием металла в ободе маховика на радиусе
158
мм сверлом 12 мм.
Глубина сверления не должна превышать 12 мм. Допустимый дисбаланс не более 70 гс/см.
Ремонт и сборка
шатунно-поршневой группы двигателей УАЗ-469, УАЗ-31512, 31514
Техническое состояние деталей поршневой группы УАЗ-469, УАЗ-31512, 31514
имеет существенное значение; по их состоянию обычно определяют
пригодность двигателя к дальнейшей эксплуатации.
Замена поршневых колец УАЗ-469, УАЗ-31514, 31512
Обычно необходимость в замене поршневых колец возникает через 70—90 тыс.
км пробега автомобиля в зависимости от качества применяемых
эксплуатационных (топлива, масла) материалов и общих условий
эксплуатации автомобиля.
Снимать и надевать кольца на поршень
рекомендуется при помощи съемника.
Поршневые кольца ремонтных размеров отличаются
от номинальных только наружным диаметром.
Кольца того или иного
ремонтного размера предназначены для установки в цилиндры, обработанные
под данный ремонтный размер, и для установки в изношенные цилиндры
ближайшего меньшего ремонтного размера путем подпиливания их стыков до
получения зазора в замке 0,3—0,5 мм.
Зазор проверяют в замке кольца, вставленного в цилиндр. К
перешлифованным цилиндрам кольца подгоняют по верхней части, а к
изношенным — по нижней части цилиндра (в пределах хода поршневых колец).
При подгонке кольцо устанавливают в цилиндре в рабочее положение, т. е.
в плоскости, перпендикулярной оси цилиндра, и продвигают при помощи
головки поршня.
Стыки колец обязательно надо припиливать так, чтобы
плоскости стыков при сжатом кольце были параллельны.
После подгонки колец по цилиндрам необходимо проверить боковой зазор
между кольцами и канавками в поршне, который должен быть: для верхнего
компрессионного кольца в пределах 0,050—0,082, для нижнего — 0,035—0,067
мм.
При зазорах 0,15 мм и больше замена поршневых колец УАЗ-469, УАЗ-31512,
31514 не исключит повышенного расхода масла — «на угар». В этом случае
одновременно с заменой колец следует заменять и поршни.
При замене только поршневых колец без замены поршней необходимо удалять
нагар с днищ поршней, из кольцевых канавок в головке поршня и
маслоотводяших отверстий, расположенных в канавках для маслосъемных
колец.
При использовании новых или перешлифованных под ремонтный размер гильз
цилиндров необходимо, чтобы верхнее
компрессионное кольцо имело хромовое покрытие, а нижнее было луженым или
фосфатированным.
При замене только поршневых колец, без ремонта или замены гильзы, все
они должны быть лужеными или фосфатированными, так как к изношенной
гильзе хромированное кольцо прирабатывается очень плохо.
Перед установкой поршня в цилиндр стыки компрессионных колец и
маслосъемных кольцевых дисков должны быть разведены под углом 180°
относительно предыдущего кольца. Расположение стыков расширителей
безразлично.
Замена поршней УАЗ-469, УАЗ-31512, 31514
К новым и обработанным под ремонтный размер цилиндрам поршни УАЗ-469,
УАЗ-31512, 31514 подбирают по усилию, необходимому для протягивания
ленты-щупа, вставляемого в зазор между поршнем и гильзой.
Усилие протягивания ленты толщиной 0,05 мм и шириной 13 мм должно быть в
пределах 3,5—4,5 кгс. Щуп-ленту располагают в плоскости,
перпендикулярной к оси поршневого пальца.
Для обеспечения правильности подбора к цилиндру поршень должен быть обязательно без поршневого пальца,
искажающего
на холодном поршне истинные размеры его юбки.
При этом поршень устанавливают в цилиндр юбкой вверх, иначе при
протягивании будет закусывать ленту-щуп юбкой поршня из-за ее
конусности.
В
частично изношенные цилиндры, как правило, устанавливают поршни того же
размера (номинального или ремонтного), какой имели поршни, ранее
работавшие в данном двигателе.
Однако желательно подобрать комплект большего размера поршней для
уменьшения зазора между юбкой поршня и зеркалом цилиндра.
В этом случае
зазор между юбкой поршня и зеркалом цилиндра следует проверять в нижней,
наименее изношенной части цилиндра. Нельзя допускать уменьшения
зазора в этой части цилиндра ниже 0,02 мм.
Для облегчения подбора поршни сортируют по наибольшему диаметру юбки. На
днище поршней УАЗ-31512, 31514 номинального размера
выбито буквенное обозначение сортировочной группы.
Буквы обозначают следующие размеры диаметра юбки поршня, мм: А —
91,988—92,000; Б— 92,000—92,012; В —92,012—92,024; Г — 92,024—92,036; Д
— 92,036—92,048.
На днищах поршней УАЗ-469 ремонтного размера вместо буквенного
обозначения непосредственно выбит размер диаметра юбки поршня,
округленный
до 0,01 мм, например 92,5 мм. Допуск на диаметр юбки поршня ремонтного
размера составляет-0,012 мм.
Кроме подбора поршней к цилиндрам по диаметру юбки, их подбирают также
по массе. Это необходимо для сохранения уравновешенности двигателя.
Разница в массе самого легкого и самого тяжелого поршней для одного
двигателя не должна превышать 4 г.
Поршни в цилиндры устанавливают при помощи
приспособления. Внутренний диаметр А кольца делают равным размеру
цилиндра (номинальному или ремонтному) с допуском ±0,01 мм.
При установке поршней в цилиндры УАЗ-469, УАЗ-31512, 31514 необходимо,
чтобы метка «перед», выбитая на поршне, была обращена к переднему
торцу блока.
На всех поршнях ремонтных размеров отверстия в бобышках под поршневой
палец делаются номинального размера.
Шероховатость поверхности не
должна превышать 0,63 мкм. Конусность и овальность отверстия допускаются
не более 0,005 мм.
При обработке должна быть обеспечена перпендикулярность оси отверстия к
оси поршня, допускаемое отклонение не более 0,05 мм на длине 100 мм.
В
запасные части поставляют поршни вместе с подобранными к ним поршневыми
пальцами и стопорными кольцами.
Ремонт и замена поршневых пальцев УАЗ-469, УАЗ-31512, 31514
Для замены поршневых пальцев без
предварительной обработки отверстий в поршне и в верхней головке шатуна
применяют
ремонтные поршневые пальцы, увеличенные по диаметру на 0,08 мм.
Применение ремонтных пальцев, увеличенных на 0,12 и 0,20 мм, требует
предварительной обработки отверстий в бобышках поршня и в верхней
головке
шатуна.
Поршневые пальцы УАЗ-469, УАЗ-31512, 31514 ремонтируют перешлифовкой их
с больших ремонтных размеров на меньшие или хромированием с
последующей обработкой под номинальный или ремонтный размер.
Перед выпрессовкой поршневого пальца из поршня необходимо вынуть
стопорные кольца поршневого пальца плоскогубцами.
Выпрессовывают и
запрессовывают палец в приспособлении. Перед выпрессовкой пальца поршень
нагревают до 70° С.
Ремонт шатунов УАЗ-469, УАЗ-31512, 31514 сводится к замене втулки
верхней головки и последующей обработке ее под поршневой палец
номинального
размера или к обработке имеющейся в шатуне втулки под палец ремонтного
размера.
В запасные части поставляют втулки одного размера, свернутые из
бронзовой ленты ОЦС4-4-2,5 толщиной 1 мм.
При запрессовке новой втулки в
шатун
необходимо обеспечить совпадение отверстия во втулке с отверстием в
верхней головке шатуна для обеспечения подачи смазки к поршневому
пальцу.
После запрессовки втулку уплотняют до диаметра 24,3+0-045 мм, а затем
уже развертывают или растачивают под номинальный или ремонтный размер.
Расстояние между осями отверстий нижней и верхней головок шатуна
должно быть равным 168±0,05 мм; допустимая не
параллельность осей в двух взаимно перпендикулярных плоскостях не более
0,04 мм на длине 100 мм; овальность и конусность не должны превышать
0,005 мм.
Чтобы выдержать указанные размеры и допуски, развертывать втулку
верхнего отверстия шатуна рекомендуется в кондукторе. После
развертывания
отверстие доводят на специальной шлифовальной головке.
Шероховатость после обработки не должна превышать 0,63 мкм. Шатуны, отверстия под вкладыши в нижней головке
которых
имеют овальность более 0,5 мм, выбраковывают.
Сборка поршневой группы УАЗ-469, УАЗ-31512, 31514
Для обеспечения работы поршневой группы без
стуков поршень, поршневой палец и шатун подбирают друг к другу с
минимально необходимыми зазорами для нормальной их смазки.
Поршневой
палец к верхней головке шатуна подбирают с зазором 0,0045—0,0095 мм. В
поршень палец устанавливают с натягом 0,0025—0,0075 мм.
Подсборку поршневой группы УАЗ-469, УАЗ-31512, 31514 выполняют в том же
приспособлении, что и разборку.
ССледует иметь в виду, что для
обеспечения балансировки двигателя разница в массе установленных в
двигатель поршней в оборе с шатунами не должна превышать 8 г.
Стопорные кольца поршневого пальца должны сидеть в своих канавках с
некоторым натягом. Не рекомендуется применять стопорные кольца, бывшие в
употреблении.
Учитывая сложность подбора поршневого пальца к поршню и шатуну
(необходимость обеспечения номинальных посадок), в запасные части поршни
поставляют в сборе с поршневым пальцем и стопорными кольцами.
Если же имеются отдельно поршень, шатун и палец, то собирать их
необходимо только с одинаковой цветовой маркировкой (белой, зеленой,
желтой или
красной).
_____________________________________________________________________________
- УАЗ-469
- УАЗ-31512, 31514
- УАЗ-3160 Симбир
- УАЗ-452
- УАЗ-3303
- УАЗ-3909
- УАЗ-2206
- УАЗ-3962
- УАЗ-3741
- Хантер
- Патриот
_____________________________________________________________________________
_____________________________________________________________________________
УАЗ-469, 31512, 31514
- Автомобиль УАЗ-469
- Автомобили УАЗ-31512, 31514
- Блок цилиндров
- Двигатель
- Коробка передач
- Ведущие мосты
- Детали мостов
- Подвеска
- Рама и кузов
- Раздатка и карданы
- Рулевое управление
- Сцепление
- Система охлаждения
- Система смазки
- Система зажигания
- Топливная система
- Тормозная система
_____________________________________________________________________________
УАЗ-3160 Симбир
- Автомобиль УАЗ-3160 Симбир
- Двигатель УМЗ-4213
- КПП и раздаточная коробка
- Передний мост и подвеска
- Рулевое управление
- Сцепление
- Тормозная система
- Задний мост и карданные валы
УАЗ-3303, 452, 2206, 3909
- Автомобили УАЗ-2206, УАЗ-3909
- Автомобиль УАЗ-452
- Детали коробки передач УАЗ-452
- Регулировка деталей мостов УАЗ-452
- ТО раздаточной коробки УАЗ-452
- Замена деталей сцепления УАЗ-452
- Грузовой автомобиль УАЗ-3303
- Карданная передача УАЗ-3303
- Коробка передач УАЗ-3303
- Регулировки переднего моста УАЗ-3303
- Обслуживание подвески и рамы УАЗ-3303
- Раздаточная коробка УАЗ-3303
- Система рулевого управления УАЗ-3303
- Регулировки сцепления УАЗ-3303
- Система тормозов УАЗ-3303
- Обслуживание заднего моста УАЗ-3303
- Характеристика двигателя УМЗ-421, УМЗ-4218
- Детали двигателя УМЗ-4218, УМЗ-421
- ГРМ и клапаны УМЗ-421, УМЗ-4218
- Коленвал двигателей УМЗ-421, 4218
- Система охлаждения УМЗ-4218, 421
- Система смазки двигателя УМЗ-421
- Топливная система УМЗ-421, 4218
УАЗ-3962, 3741
- Автомобили УАЗ-3741, 3962
- Системы двигателя
- Карданная передача и подвеска
- КПП
- Передний мост
- Ремонт раздаточной коробки
- Рулевое управление
- Сцепление
- Тормоза
- Задний мост
УАЗ 31519 Хантер
- Характеристики УАЗ Хантер 315195, 31519
- Коробка передач
- Подвеска
- Раздаточная коробка и карданные валы
- Рулевой механизм
- Рулевое управление
- Сцепление
- Система тормозов
- Ведущие мосты
- Зажигание и электрооборудование
- Задний мост Спайсер
УАЗ-3163 Патриот
- Обзор автомобиля Патриот
- Карданные валы
- Коробка передач
- Ведущие мосты
- Подвеска
- Раздаточная коробка
- Рулевое управление
- Сборка КПП
- Сцепление
- Тормозная система
- Передний мост Спайсер
- Компоненты двигателя ЗМЗ-409
- Характеристики ЗМЗ-409
- Устройство деталей ГРМ ЗМЗ-409
- Системы питания и охлаждения ЗМЗ-409
- Система смазки ЗМЗ-409
- Устройство сцепления ЗМЗ-409

УАЗ-31519 Хантер

УАЗ-3741, 3962

УАЗ-452, 2206, 3909

УАЗ-3303

УАЗ-3160 Симбир

УАЗ-3163 Патриот
УАЗ-469, УАЗ-31512

Автомобили УАЗ-31512, УАЗ-31514
Блок цилиндров и ГРМ УАЗ-469, УАЗ-31512, 31514
Коробка передач УАЗ-469, УАЗ-31512, 31514
Рама и кузов УАЗ-469, УАЗ-31514, 31512
Раздатка и карданы УАЗ-31514, 469
Рулевое управление УАЗ-469, УАЗ-31512
Система охлаждения УАЗ-469, УАЗ-31512, 31514
Система зажигания УАЗ-469, УАЗ-31512
Топливная система УАЗ-469, УАЗ-31514, 31512
Тормозная система УАЗ-469, УАЗ-31512
_______________________
Автосигнализации
АКПП
- Вариатор CVT 01J
- Aisin U140E/U240E
- Aisin U241E, U250E
- FN4A-EL, F4A-EL, FNR5
- A4AF3, A4BF3
- ZF 6HP19, ZF 6HP21
- ZF 4HP20, ZF 4HP16
- ZF 5HP19, 5HP18
- ZF 6HP26
- Устройство АКПП
Двигатели
- Mitsubishi 4G18, 4G15
- Toyota 3S-FE, 3S-GE
- Toyota 4A-FE, 5A-FE, 7A-FE
- Toyota 4A-GE
- Toyota 1AZ-FE, 2AZ-FE
- ЗМЗ-402
- ЗМЗ-405
- ЗМЗ-406
Ремонт и сервис